
La digital transformation riguarda l’applicazione di tecnologie/metodologie performanti (data lake, sistemi di IoT, algoritmi di Machine Learning e AI) e un’analisi avanzata dei dati che ne derivano, in modo da rafforzare le capacità del personale, ottimizzare i processi e automatizzare i sistemi di un’organizzazione per poter radicalmente reindirizzare le performance e accelerare la propria strategia di business. Questa trasformazione viene valutata sulla sua abilità di consolidare queste strategie, il capitale umano, i processi, i dati e tutti gli asset aziendali in genere attraverso una olistica gestione degli elementi tecnici, della loro intercomunicazione e della collaborazione con la componente “umana”, ovvero quella che viene definita smart manufacturing.
Indice degli argomenti
Le ragioni della digital manufacturing
È difficile immaginare un contesto in cui la trasformazione digitale abbia avuto un impatto con il più alto rapporto costi-benefici di quello manifatturiero. Tra tutte le realtà industriali questa è sicuramente quella più ricettiva alle novità tecnologiche, basti pensare a come è cambiato il contesto socio-economico-politico-culturale derivante dalle diverse rivoluzioni industriali: dall’utilizzo del petrolio e del vapore per la produzione, alla fabbricazione in serie fino ad arrivare all’automazione della catena produttiva in maniera sempre più “intelligente”.
Ed è proprio questa intelligenza aggiunta alle macchine che ha dato inizio a quella che viene comunemente definita quarta rivoluzione industriale.
Diversi aspetti hanno portato queste compagnie ad abbracciare la digitalizzazione e ad accoglierne i benefici: la crescente spinta nel ridurre le spese in conto capitale in contesti storicamente incentrati sul possedimento di beni fisici, la serrata competizione che vede la velocità di esecuzione e di rilascio un fattore chiave per il successo e una nuova generazione di lavoratori meno esperti dal punto di vista pratico ma con un bagaglio tecnologico sempre più importante. Allo stesso tempo le aspettative dei clienti finali sono cambiate, pretendendo un’esperienza maggiormente personalizzata e su misura, con soluzioni ad-hoc per assecondare esigenze specifiche.
La digitalizzazione di tali aspetti in queste compagnie, quindi, è un fattore strategico che permette di poter apportare benefici da svariati punti di vista: la riduzione degli sprechi, l’efficientamento energetico, la valorizzazione del personale, la riduzione dei fattori di rischio e l’ottimizzazione generale dei processi, sono i principali.
Vediamo quelli che sono i diversi driver che stanno guidando questo tipo di cambiamento, fino ad arrivare alla loro applicazione tecnico-organizzativa.
Key driver della digital manufacturing
La richiesta di avere una azienda sempre più digitalizzata (al di là di essere ormai un desiderata dal punto di vista di immagine pubblica) è guidata dalle priorità di diversi macro attori: mercato, business e IT.
Il mercato dell’industria manifatturiera, richiede che l’azienda diventi una realtà sempre più data-driven, dove con la combinazione dei grandi flussi dati a disposizione grazie a tecnologie di IoT e l’applicazione di algoritmi di AI possa permettere sia di ottimizzare i processi interni (es: la riduzione degli scarti, previsione anticipata delle rotture) che di muoversi da un’ottica storicamente incentrata sul prodotto, a una visione maggiormente customer-centrica.
Il business ritiene che le principali urgenze siano quelle di velocizzare il time-to-market e avere una totale digitalizzazione attraverso tutta la value chain. Mentre sul primo punto, l’introduzione di tecnologie e metodologie di sviluppo più economiche ed efficienti è stata di grande aiuto, avere una value chain avanzata, permette di creare una migliore esperienza utente e di creare nuovi modelli di business che posizionino in maniera più strategica l’azienda e la renda competitiva con gli altri player del mercato.
Infine l’area IT ritiene che le principali priorità siano: digitalizzare e automatizzare i processi di business, sfruttare i dati e strumenti di analytics per fornire suggerimenti a supporto delle decisioni business e razionalizzare, armonizzare, modernizzare gli attuali sistemi che sono coinvolti nella lavorazione delle informazioni aziendali.
L’eterogeneità di queste esigenze evidenzia come le strategie in ambito manufacturing non solo curino aspetti prettamente legati alla produzione (seppure siano quelli maggiormente pubblicizzati e con benefici più facilmente misurabili), ma ne coprano anche altri a corollario come la gestione del brand e dei clienti finali.
Riassumendo, la trasformazione digitale nel contesto manufacturing:
- sta accelerando lungo tutta la catena del valore
- vede riduzione dei costi, più rapido time-to-market e gestione agile dei processi come principali driver
- ritiene soluzioni come IoT, cloud computing e AI essenziali per il cambiamento
- sponsorizza la modernizzazione dei sistemi legacy come un abilitatore chiave
Digital manufacturing, alcuni casi pratici
Attualmente l’industria manifatturiera è, secondo diverse ricerche, quella che maggiormente vede applicati in maniera concreta e continuativa soluzioni digitali a supporto dei propri processi. Nel 2017 (fonte Sisti) il 37% delle aziende dichiarava di avere in piedi almeno un progetto ML/AI/IoT per una specifica area produttiva, il 35% invece aveva esteso l’execution di queste iniziative a tutta l’organizzazione. Il restante 27% d’altro canto era ancora in fase esplorativa o non aveva in piano nessuna strategia (9%).
Il beneficio della DT, e di tutte le sue componenti, nell’industria manifatturiera si estende a diverse aree per soddisfare i più disparati casi d’uso.
R&D dove Virtual Reality (VR) e additive manufacturing permettono il fast prototyping e rendono più efficiente la fase di testing.
Shopfloor, robotica collaborativa e automazione di nuova generazione per lavorare in collaborazione con l’utente umano (vedi robot di picking all’interno dei magazzini logistici).
Supply Chain, gli analytics predittivi favoriscono la nascita di una supply chain “smart”, più reattiva ai rischi potenziali e agli incidenti (dalle rotture alle mancate consegne in magazzino) mentre i sistemi di blockchain danno la possibilità di tracciare in maniera più affidabile e automatizzata la filiera di approvvigionamento B2B (business-to-business) o di stipulare smart contracts.
Customer Service/Support, con AI per supportare la fase di aftersales (es: chatbot) e VR/AR (virtual/augmented reality) per facilitare il training del team di supporto e assistenza.
Sales, big data e algoritmi di Machine Learning/AI per perfezionare la fase di vendita, marketing (targeting mirato dei clienti) e logistica (predizione e automatizzazione delle richieste di rifornimenti in magazzino)
Qualsiasi sia il caso d’uso sopra citato, studi di settore confermano all’unanimità i miglioramenti che tutte queste tecnologie hanno portato all’industria manifatturiera. Si stima un 72% in più di efficienza in contesti “misti”, in cui componenti robotici e umani lavorano in maniera collaborativa (dove i primi limitano gli errori dei secondi) e una complessiva riduzione del 50% dei tempi di fermo macchina non programmati grazie a tecnologie di IoT e un’avanzata analisi dei dati che ne derivano (si pensi che, da uno studio di Hitachi, l’impatto di un’ora di downtime equivale mediamente nel mercato americano a una perdita di circa 100mila dollari).
Analisi dei dati
Oltre alle migliorie tecnologiche, non si possono non menzionare le peculiarità che la digital transformation prevede in fase di analisi dei dati raccolti.
I principali pilastri dell’analisi dei dati sono sommariamente raggruppabili in:
- Tradizionali (Business Intelligence)
- Esplorativi (Data Discovery)
- Avanzati (Big Data e Data Science)
- Operativi (Operational Intelligence)
L’estensione degli analytics avanzati nel campo del manufacturing porta con sé la necessità di dare una giusta struttura e una appropriata qualità ai dati per poterli utilizzare in ambito operativo per l’automazione e avanzato.
In particolar modo, l’industria manifatturiera ha trovato nelle analisi operative il maggior valore: l’Operational Intelligence nello specifico è una branca del real-time analytics che invia continue interrogazioni a flussi di dati in arrivo in real time streaming da diversi componenti/macchinari, in modo da poter abilitare l’azienda a identificare in tempo reale situazioni di potenziale inefficienza, miglioramenti o pericoli, in modo da intervenire in maniera immediata.
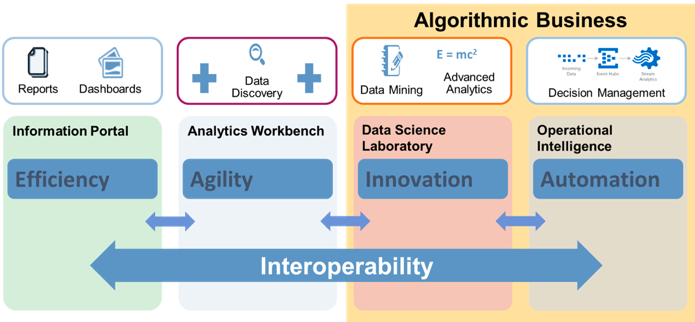
Fonte: Gartner
Le realtà del manufacturing sono state in questo contesto particolarmente reattive ed efficienti nel capire che le nuove tecnologie disponibili avrebbero portato a un’abbondanza di nuovi dati da gestire (strutturati e non), nuovi paradigmi per metterli a disposizione dell’azienda e il bisogno di strutturarli nella maniera opportuna assicurandosi un corretto livello di data quality in modo da utilizzarli con scopi sia esplorativi che operativi.
Applicazione del digital manufacturing
La strategia che deve essere messa in campo (e lo è stato in diversi casi di successo nell’industria che stiamo analizzando) prevede una gestione dei dati derivanti da tutte le sorgenti che risponda con grande equilibrio a due tipici approcci con cui le aziende devono affrontare iniziative di IoT/Big Data/AI:
- Guidato dal business: che vede sviluppi fortemente verticali su una esigenza specifica per soddisfare nella maniera più agile possibile le richieste del business e i rischi legati alla crescente competitività del mercato. È un approccio tipicamente poco scalabile e con alti costi di manutenzione.
- Guidato dai dati: collezionando tutti i dati possibili, a prescindere da una reale esigenza business, dal loro valore reale e dalla visibilità che hanno per l’azienda. Questo porta potenzialmente alla creazione di cosiddetti Data Swamp, che non fanno che aumentare i costi di gestione e diminuire il valore percepito dalla tecnologia.
Il modo migliore per far convivere questi due modus operandi e mediare alle loro criticità è quello di individuare una Core Data Platform che contenga il sottoinsieme minimo alimentato dalle diverse sorgenti aziendali (IoT, DWH, CRM, Feed Web) che possa supportare l’analisi di diversi casi d’uso, iniziative strategiche ad alta visibilità. Ogni specifico caso d’uso (esempi possono essere: manutenzione predittiva di una specifica macchina, monitoraggio della temperatura di un determinato reparto per l’efficientamento energetico, assegnazione automatizzata di corsi di formazione al personale in base alle proprie performance) poggia su questa piattaforma informativa onnicomprensiva e federata che soddisfa le diverse richieste.
Conclusioni
Il mondo dell’industria manifatturiera durante gli ultimi dieci anni ha saputo allargare la propria visione della tradizionale cultura prodotto-centrica, dove il focus è spesso esclusivamente incentrato su dettagli tecnici, per includere anche aspetti più “soft” come lo sviluppo agile, l’analisi dei dati a supporto delle decisioni e dell’ottimizzazione della supply chain nella sua interezza (dalla catena produttiva, al marketing, passando per la logistica, la qualità e l’approvvigionamento dei materiali). La gestione dei Big Data è stato un abilitatore fondamentale, che ha permesso di velocizzare il processo di digitalizzazione; ogni step della supply chain diviene quindi più efficiente grazie anche alla comunicazione multidirezionale tra tutti i processi (e i componenti) produttivi. Questa gestione è stata facilitata dall’adozione delle metodologie di sviluppo Lean e Agile, delle tecnologie in Cloud e dei loro servizi pay-per-use che hanno inoltre permesso di essere più flessibili e scalabili alle richieste business.
Le principali sfide che questi processi hanno dovuto affrontare sono la natura storicamente avversa al rischio, dove il cambiamento deve essere testato e provato prima di poter avvenire, e l’accettazione del potenziale fallimento derivante al cambiamento stesso. Questo ha richiesto ai leader di quest’area di uscire negli anni dalla loro zona di comfort e pensare al di là di regole e processi fossilizzati nel tempo, la not invented here syndrome (atteggiamento culturale sociale, aziendale o istituzionale che spinge a evitare di utilizzare ricerche, processi, prodotti o conoscenze a causa delle loro origini esterne e dei loro costi).
Con l’espansione delle applicazioni sempre più spinte di AI, della robotica “intelligente”, della blockchain e degli analytics predittivi, l’industria manifatturiera è sempre più (e sempre meglio) supportata nel capire come stanno performando le proprie macchine e i propri processi; questo è un fattore chiave per capire come prevenire e/o intervenire sui loro fallimenti e inefficienze. Andando avanti queste tecnologie di digitalizzazione saranno sempre più un must-have in questi ambienti.








