La pandemia ha inevitabilmente messo in luce le vulnerabilità della supply chain e dei processi che la compongono, come la mancanza di interoperabilità tra i diversi silos e tutto ciò che, a cascata, ne consegue. Zebra Technologies ha colto fin da subito l’emergenza emersa e l’ha trasformata in una nuova opportunità: colmare il divario tra i flussi di lavoro tradizionale e le architetture tecnologiche. Senza un evento così dirompente, queste lacune sarebbero probabilmente rimaste nascoste ancora per molto tempo.
Indice degli argomenti
Nuove dinamiche e nuove soluzioni per la supply chain post pandemia
L’approccio adottato è stato disruptive: Zebra ha scelto di cambiare il proprio modo di guardare allo scopo e all’applicabilità delle tecnologie ponendo nuove priorità e perseguendole tramite un processo aperto e partecipativo. La prima è stata quella di fare in modo che le decisioni all’interno della supply chain potessero essere prese insieme ai partner, sia a monte che a valle, potendo contare così su una maggiore visibilità dell’intero processo e non più su scorci parziali o su un quadro frammentato.
Dopo ricerche mirate, progettazione e test, si è arrivati ad un significativo adeguamento delle tradizionali tecnologie di scansione dei codici a barre e di machine vision alla nuova operatività, caratterizzata da una forte componente di automazione. Questo passo avanti verso un ambiente di produzione più innovativo ed efficiente è il risultato di un processo di ascolto che Zebra ha scelto di inserire in fase di ideazione e progettazione per cogliere al meglio le reali esigenze ma anche le difficoltà di chi, ogni giorno, in prima persona, si trova a gestire la supply chain.
Ha collaborato con alcuni operatori di magazzino, ad esempio, per passare da applicazioni tradizionali di scansione manuale ad applicazioni di scansione dall’alto che aumentano la produttività e garantiscono un significativo miglioramento dell’efficienza. Con i produttori ha invece sviluppato nuove applicazioni di machine vision per affrontare e risolvere esigenze che vanno ben oltre le sfide standard di track and trace, controllo dei processi e controllo della qualità. Grazie alle nuove soluzioni, sarà possibile ad esempio capire perché non vengono consegnati in tempo gli ordini ai clienti nonostante le quote produzione siano rispettate, oltre a monitorare il lavoro dei robot individuando eventuali aree di miglioramento.
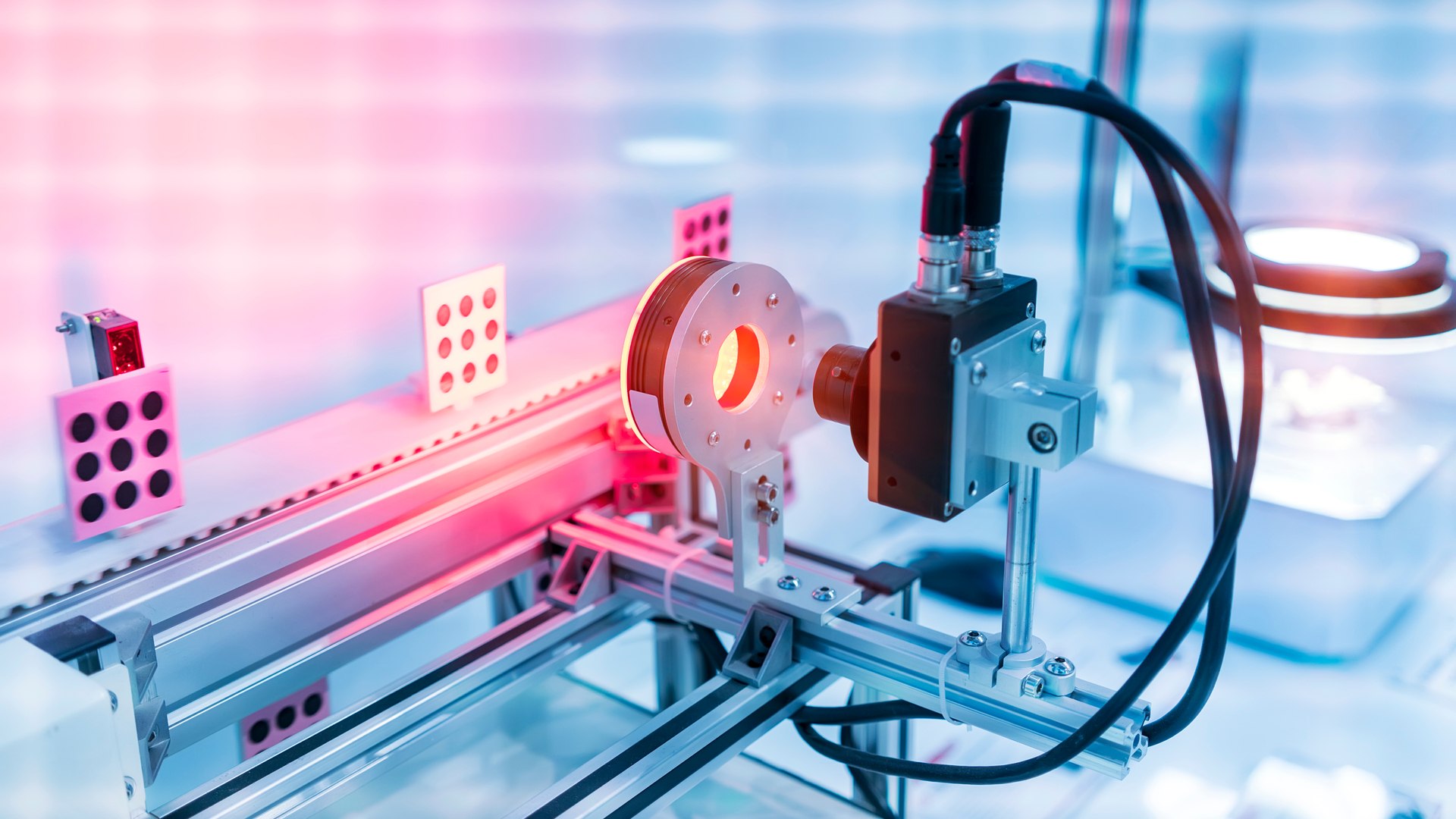
Un’altra novità della soluzione a doppia funzione di scansione industriale fissa e machine vision, riguarda le telecamere intelligenti che supportano produttori e operatori della logistica velocizzando le operazioni di verifica su attrezzature, processi di lavorazione e di visibilità.
Machine vision: pregiudizi e vantaggi
Basterebbero questi esempi per confermare la necessità di installare scanner industriali fissi e sistemi di machine vision all’interno di ogni magazzino, centro di distribuzione (DC) o impianto produttivo. Il motivo per cui, purtroppo, non se ne vedono ancora molti in azione è la convinzione da parte di molte imprese che si tratti di strumenti eccessivamente complicati da configurare e difficili da implementare.
Molti produttori hanno cercato di integrare la machine vision nelle loro attività per migliorare la qualità e la resa ma altrettanti sono quelli che non hanno mai preso in considerazione questa tecnologia a causa della quantità di risorse – a loro avviso elevata – richiesta per implementare, installare e gestire i sistemi legacy.
Sta commettendo lo stesso errore, sempre a partire da un pregiudizio sbagliato, il settore della logistica in cui la maggior parte delle aziende necessita da tempo di aumentare la propria efficienza migliorando il tracciamento delle merci prelevate e confezionate che si muovono sul nastro trasportatore e la gestione della logistica inversa degli articoli restituiti e da sistemare.
Fortunatamente, “la reputazione richiede una vita per essere costruita, ma solo pochi secondi per essere distrutta” ed entrambi i settori possono ancora cogliere le opportunità offerte dall’innovazione tecnologica superando i timori e le discutibili convinzioni che fino ad oggi li hanno frenati.
Automazione e accelerazione: nuovi sistemi di machine vision segnano la svolta
Il modo più efficace per integrare l’innovazione in processi strutturati e organizzati in modo tradizionale è quello di sviluppare soluzioni efficaci e facili da implementare ed è ciò che gli ingegneri di Zebra Technologies hanno fatto unendo gli elementi alla base dei sistemi legacy di machine vision in un’unica piattaforma di visione e scansione, immediata e semplice da configurare, utilizzare e scalare. Ciò significa poter dire addio agli scanner industriali fissi e alle telecamere di visione artificiale come componenti hardware disparati, spesso gestiti da software ingombranti e arcaici attraverso molteplici interfacce utente, per fare spazio ad una piattaforma software che chiunque può gestire con disinvoltura. Non sono infatti richieste competenze specifiche o esperienza per imparare, usare o aggiornare le nuove soluzioni di scansione e di machine vision: sono così semplici che anche un dipendente appena entrato in azienda, senza bisogno di particolare formazione, può prendere le giuste decisioni pass/fail già dal primo giorno.
Scanner e telecamere di Zebra sono progettati per poter essere riassegnati facilmente a nuove applicazioni nel giro di 24 ore effettuando solo un aggiornamento del software. Questo fa aumentare il livello di reattività dell’azienda e permette di ottimizzare l’investimento ma soprattutto di sostenere determinati livelli di produzione anche in periodi di picco, sopperendo ad eventuali riduzioni di budget IT o di personale IT.
Combinando due hardware da sempre separati, la nuova piattaforma agevola i processi e rende più efficiente la supply chain garantendo sia la tracciabilità ad alta velocità sulla linea grazie allo scanner, sia il controllo qualità attraverso la machine vision. Questo sistema unificato di scansione e visione è in grado, ad esempio, di rilevare eventuali difetti, guidare le azioni dei robot e verificare il corretto posizionamento delle etichette su pacchi e pallet per assicurare la tracciabilità a valle.
La flessibilità rende la soluzione Zebra rivoluzionaria sia nella produzione sia nella gestione di magazzino, apportando in entrambi i casi vantaggi operativi concreti e significativi anche a livello di business.
Nel mondo del manufacturing migliora i la gestione delle attività, riduce i tempi di onboarding e automatizza il processo decisionale aumentando così la capacità produttiva e riducendo errori “costosi”. All’interno dei magazzini, nella logistica, porta maggiore trasparenza nei movimenti di inventario e velocizza le operazioni più semplici, come la scansione degli articoli in entrata e in uscita da parte degli operatori predisposti.
Machine vision: dal passato una soluzione che prepara al futuro
Anche se l’innovazione tecnologica è legata al concetto di progresso, ciò non significa che si debba accantonare l’esperienza pregressa da cui spesso hanno origine tecnologie di grande potenzialità per diventare un driver di cambiamento. È proprio ciò che accade oggi con la machine vision, da considerare secondo Zebra uno dei modi migliori per rispondere alle richieste di clienti e autorità di regolamentazione senza dover modificare pesantemente né i propri sistemi né i processi di lavoro dei team coinvolti.
La compressione della supply chain è un effetto della pandemia che resterà nel tempo, non meno di due anni, e con la certezza che il “tornerà tutto come prima” non esiste. Lo abbiamo imparato come abbiamo imparato, dopo questo evento, che non è possibile prevedere cosa il mercato domanderà alle aziende e quali risorse esse avranno a disposizione per rispondere. L’unica certezza dell’attuale contesto è la necessità di farsi trovare sempre pronti a cambiare direzione e le impostazioni del proprio sistema di visione artificiale senza rallentare o interrompere la produzione per adeguarsi alle dinamiche di un mercato sempre più imprevedibile e dinamico. È per questo che una piattaforma altamente configurabile e scalabile, rendendo le aziende in grado di monitorare, misurare e controllare meglio la produzione e il movimento dei beni, oggi può fare la differenza.








